How to Calculate Speeds and Feeds for Bantam Tools Machines

Contrary to what you may hear, speeds and feeds are not the work of sorcery, appear out of thin air, or require a tool sacrifice. Speeds and feeds recipes are calculated using math—hence why you see a lot of speeds and feeds calculations and even calculators out there. While developing speeds and feeds takes time, putting in the effort to understand how speeds and feeds are calculated and the relationship between the parameters will help you program jobs more efficiently, troubleshoot faster, and, ultimately, become a better machinist.
This is where a CNC machine like the Bantam Tools Desktop CNC Milling Machine or the Bantam Tools Explorer™ CNC Milling Machine can really come in handy. While they may be professional tools, they’re intuitive to use and offer users the chance to build knowledge of CNC skills without the fear of wrecking an industrial machine that costs hundreds of thousands of dollars. Being able to calculate your speeds and feeds, program the recipe, and then immediately machine it offers you the ability to get more hands-on experience, rather than just in theory. And, if your recipe isn’t good and you crash your Bantam Tools CNC? No worries. We’ve designed our milling machines to take a hit.
The common speeds and feeds parameters we program are:
Spindle speed (RPM)
Feed rate (in/min)
Depth of cut (in)
Width of cut (in)
Plunge rate (in/min) (keep this between 1 to 5 in/min)
Ramp angle (º) (never more than 1º)
If you’ve spent any time in Fusion 360, Solidworks, or Mastercam, you’ll know that there are a lot of inputs at your disposal for programming CAM. But at the core of each recipe are these six parameters. Before you start, take a moment to assess what’s available to you in your shop. Optimal speeds and feeds recipe depends on three factors:
CNC machine: No two types of CNC machines are alike. They have different designs and therefore different specs. In particular, pay attention to the wattage of your CNC machine and the torque specs (more on this below).
End mill: Before you start designing a part (let alone programming CAM), take a look in your tool box and see what end mills you have available. The size of your cutter and the number of flutes it has will play a critical role in your calculations.
Material selection: Materials have different properties and so they’re going to machine differently. For example, think about the differences in hardness or melting points between steel, aluminum, and Delrin. Properties like this play a major role in how you machine them. To give a concrete example: aluminum is much harder than HDPE. Therefore, you’re going to need to program slower speeds and feeds to avoid unnecessary wear and tear on your tool and your machine (and not wreck your part). In a similar vein, the smaller the tool you use the more delicate it will be. As a result, you’ll need to take lighter cuts.
Note: If you’re completely new to CNC machining, we recommend checking out our Support Center’s Speeds & Feeds Overview before diving deeper into these calculations. This guide walks you through what the speeds and feeds are, why they’re important, and common factors (e.g. cutter size, materials, etc.) that influence them.
The Formulas
A quick Google search will provide you with a collection of formulas. To save you some time, here’s a list of calculations we use when developing speeds and feeds recipes for our Bantam Tools milling machines.

Pro Tip: For depth of cut, you don’t always need to engage half of your cutter. In fact, depending on the other parameters and material, you may decrease this number. On the flip side, if you plan to engage the entire cutter, you’ll need to dial back on other parameters. Our Bantam Tools milling machines tend to favor stepover over stepdown
Most tool manufacturers like Harvey Tool, Helical Solutions, Kennametal, and Datron offer values for surface feet per minute (SMF) and/or Chip Load per Tooth (IPT) on their sites. To locate these values look for the tool’s part number, go the manufacturer’s website, and then search that number on the site.
Thinking Like a Machinist
At Bantam Tools, we like processes because they inform how we do things and the order we do them in. Calculating a speeds and feeds recipe is no different. The diagram below offers a flowchart to better illustrate our thought process when it’s time to calculate a recipe.

Estimating the Power Your Cut Requires
Another aspect to keep in mind is the power draw the recipe your program will require. For instance, the Bantam Tools Desktop CNC Milling Machine’s max spindle power is 250 W. But just because our desktop CNC is capable of this doesn’t mean it will produce the best results when running at 250 W. That’s why it’s important to find the “sweet spot” on your Bantam Tools milling machine—or any CNC machine for that matter! Programming speeds and feeds in your Bantam Tools Desktop CNC Milling Machine’s sweet spot optimizes performance and helps prolong the lifespan of your spindle.
To determine the estimated power your cut requires, you’ll need three things:
Material removal rate (MRR): The rate material is being cleared away.
Cutting force (KC): The force in the cutting direction that’s required to cut a chip area. Every material has a specific KC value. You can find KC values here.
Horsepower (Hp): The mechanical power of your machine
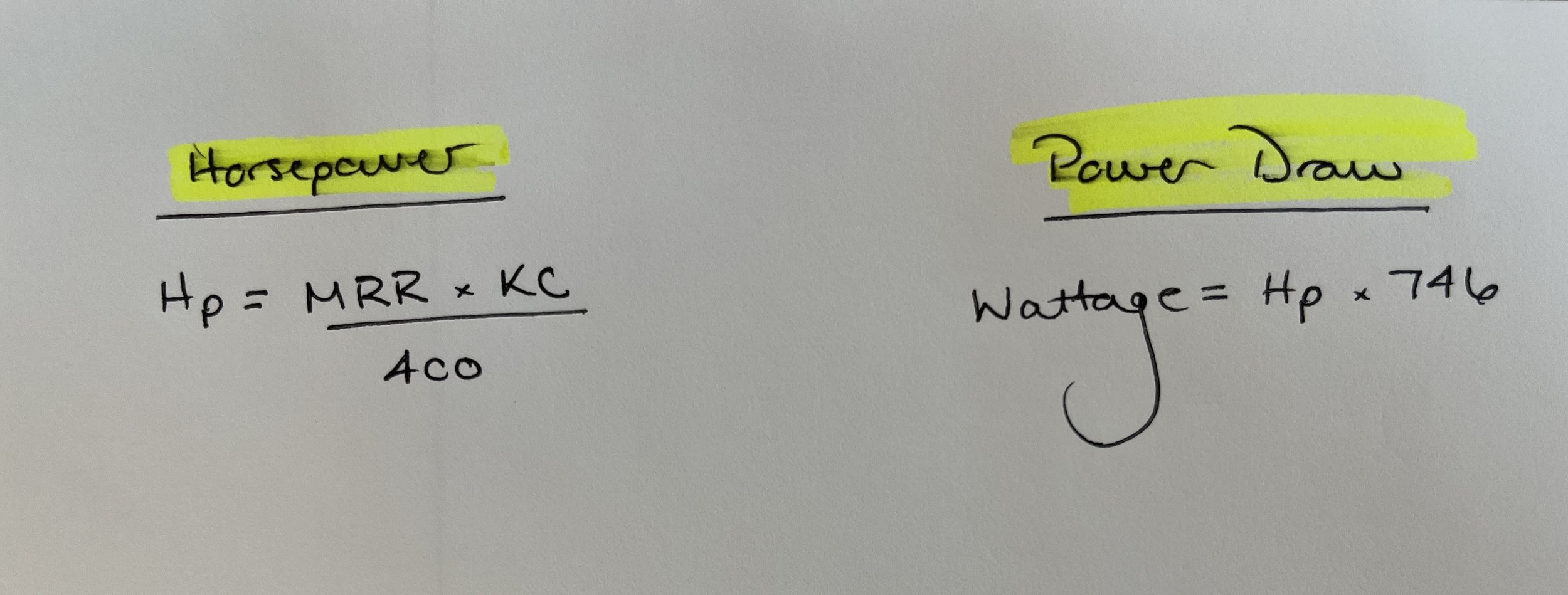
Once you’ve calculated the speeds and feeds parameters, use feed rate, stepdown, and stepover to calculate the MRR. Then find the appropriate KC value for your material. Every material has a specific cutting force and a “curve factor.” The specific cutting force is what’s required to actually cut, while the KC curve factor accounts for how cutting force varies chip thickness (chip load) gets further away from 1 mm (this is called the “normalized point”). In other words, you have some wiggle room.

This chart shows a general overview of the differences in cutting forces between common CNC materials. [Source]
Using the Bantam Tools Desktop CNC Milling Machine, as an example, let’s find the power draw of the following recipe using a Helical 2-flute flat end mill for a roughing operation in aluminum 6061.
Spindle speed: 28,000 RPM
Feed rate: 120 in/min
Stepover: 0.170 in
Stepdown: 0.02
Plunge rate: 5 in/min
Ramp angle: 1º

A Brief Note About Torque
We can quickly go down a rabbit hole talking about the nuances that forces like torque play in CNC machining. However, the overall point is that torque plays a critical role in the horsepower of a CNC machine. The higher the torque, the more horsepower you have. Horsepower can also be calculated by multiplying the torque spec by the spindle speed and then dividing it by 5,252. Compared to industrial machines, our Bantam Tools milling machines have a lower torque. This is due to the motors we use. However, the motors we use are ideal for rapid aluminum prototyping. Plus they enable us to manufacture an affordable CNC that’s ready to use right out of the box (without any add-ons) and that you can easily move around your shop!
Document, Document, Document
Whether you’re implementing a new cutting tool or trying to optimize your current ones, document your work. We can’t stress this enough. Having a record of recipes you’ve tried, recipes you liked, and recipes that produced high-quality results are invaluable—especially when you’re trying to make every second count. Not to mention, having a log for your findings can help you continue to build your skills as you develop a deeper understanding of the relationships between speeds and feed parameters, the material you’re machining, and the tooling you’re using.
For the latest Bantam Tools news, sign up for our newsletter. You can also follow us on LinkedIn, YouTube, Instagram, Facebook, or Twitter. If you’re interested in adding a Bantam Tools machine to your workflow you can order directly from our online store or request a quote.